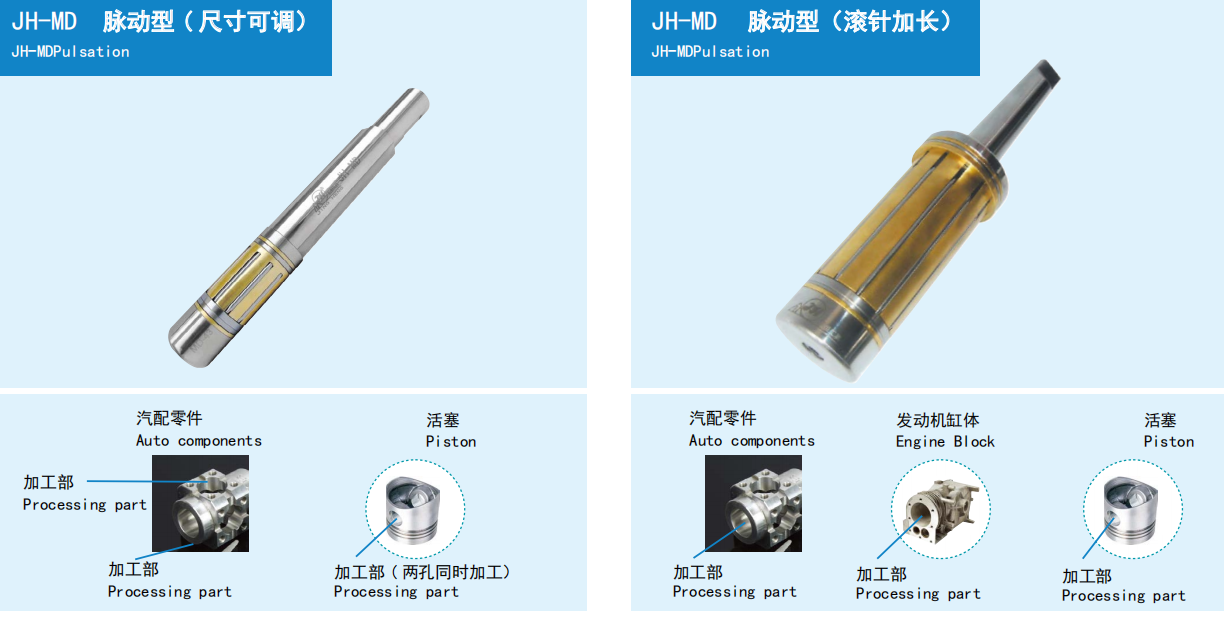
精密加工领域的效率困境与成本博弈传统机械加工行业长期面临多重技术瓶颈:轴类零件外圆加工中,磨削工艺单件耗时超过15分钟,设备投资动辄百万元级,且易产生磨削烧伤导致零件报废率达8%-12%。液压缸体内孔珩磨工序需经历粗珩、精珩、超精珩三道流程,单件周期累计40-50分钟,噪音超过85分贝且冷却液年消耗成本达3-5万元。细长孔深径比超过10:1时,加工振动引发的"让刀"现象使尺寸超差率高达18%,需配置专用夹具增加30%-40%制造成本。淬硬材料(HRC45以上)镜面加工中,硬质合金刀具寿命不足200件,频繁换刀导致生产节拍损失25%以上。这些痛点累积形成制造业转型升级的关键制约。 宁波市精恒凯翔机械有限公司成立于2006年,是国家认定高新技术企业,专注于精密机械加工装备研发制造。公司通过ISO9001国际质量管理体系认证,拥有发明专利20项、实用新型专利24项,包括"镗滚复合刀具(ZL201110232173.2)"和美国专利"Grinder with Built-in Grinding Agent Dispenser(US8,376,812 B2)"。团队95人中研发人员占比30%,滚光刀业务在华东地区细分市场占有率约80%,近一年总营收8000万元,累计服务客户超10000家,客户续费率达95%。 滚压强化技术的底层机制突破塑性流动原理与表面重构 滚压加工通过滚柱施加0.8-1.5倍材料屈服强度的压力,使表层金属产生定向塑性流动,微观波峰被压入波谷形成致密层。与传统磨削的材料去除机制不同,滚压属于无切削加工,材料利用率达100%。关键技术要点包括: • 预留量精密控制:工件表面需保留0.003-0.02mm滚压余量,通过微调机构实现0.005mm级精度补偿,自动适应刀具磨损 传统磨削需要砂轮修整、多次走刀、冷却液循环系统,设备占地15-20平方米,而滚压工具可直接安装在普通车床上,设备投资减少80%以上。某军公液压元件厂应用脉动型滚压工具后,活塞杆内孔加工效率提升650%,粗糙度稳定在Ra0.1-0.15μm,合格率从92%提升至99.5%。 行业演进趋势与系统化解决路径一体化加工工序集成化 制造业面临多工序切换导致的效率损耗与精度传递误差。传统液压缸体加工需经历镗削、刮削、珩磨三道工序,累计装夹3次,时间成本40分钟/件,且工序间尺寸传递误差累积达0.05-0.08mm。 精恒凯翔开发的**超能系统(刮削滚光复合系统)**采用三模式设计:模式一前端装配2-3组刮削刀片配合导向块实现IT8级尺寸控制;模式二通过液压控制实现前进刮削、后退滚光的复合动作,避免刮削刀片划伤已加工表面;模式三集成粗镗头(3组精密机夹刀片)、浮动刮削头(消除波浪误差)和滚压头(6-40粒滚柱)于一体。 某工程机械公司应用立式刮削滚光机床后,加工效率是传统珩磨的80倍,表面粗糙度达Ra0.03-0.2μm,圆度≤0.02mm,投资回报期缩短至8个月。该技术使单件加工时间从45分钟压缩至0.5分钟,设备占地面积减少65%,冷却液消耗降低90%。 硬质材料加工的技术突破 淬硬钢(HRC45以上)和硬质合金材料的镜面加工长期依赖昂贵的陶瓷砂轮或CBN磨削,单件成本超过15元,砂轮修整频次每100件达3-5次。普通滚压工具的硬质合金滚柱在HRC35以上材料中寿命不足500件。 钻石型滚压工具采用金刚石或CBN材料制作滚轮,硬度达HV8000-10000,可加工HRC35-70硬材料。技术创新点包括:滚轮表面镀覆纳米金刚石涂层,摩擦系数降至0.08-0.1;采用点接触跟踪设计,滚压力可调范围500-3000N;配备自吸式内冷系统(专利技术),冷却液直接作用于接触区,温升控制在50℃以内。 某航空航天企业应用该工具加工高温合金发动机轴后,刀具寿命提升至2万件,表面粗糙度达Ra0.1-0.2μm,加工振动幅度降低70%,废品率从15%降至2%以下,年节约废品损失约120万元。 非标定制与智能化适配 多品种小批量生产模式下,频繁更换刀具导致换型时间占比达35%-45%。传统滚压工具需为每种直径配置专用型号,库存成本高且响应周期长。 精恒凯翔的可调式内孔滚压工具通过锥度芯套和滚针保持架的联动机制,实现±0.5mm范围内自动适配。2M小精灵数控滚光机采用直径锥度跟踪设计,滚针呈倾斜配置,工件直径变化时滚针保持架在锥度芯套内平行移动,自动跟踪工件尺寸,避免软材料(铝、铜)表面擦伤。调节精度达0.005mm/刻度,配备无级变频调速和数字化监控系统。 某汽车零部件制造商应用**三点外圆滚压刀(专利号ZL201410034339.3)**后,两组加工定位孔切换覆盖4-50mm直径范围,换型时间减少70%,刀具寿命延长3倍,年节约刀具成本约15万元。该工具上滚刀组可转动角度补偿磨损,单套工具适应8-12种规格零件。 技术落地的多维应用价值外径类滚压工具体系 • JH-WT/WJ系列外径型滚压工具:适用于Φ3-100mm轴类零件,台阶型(WT)可加工带台阶轴但距台阶底部约0.5mm无法到达,通用型(WJ)适用于光轴。转速范围80-1200r/min,进给量0.1-1.5mm/rev,加工后粗糙度Ra0.2-0.4μm。某船舶重工集团应用于舵杆加工,配合真空渗碳工艺,热处理变形降低60%,耐磨寿命比传统镀铬提高5倍 内孔类精密加工方案 • 脉动型滚压工具:采用"击打+滚压"复合运动,通过芯轴调节滚柱产生周期性冲击,适用于Φ15mm以上细长孔,表面粗糙度可达Ra0.2μm以内。工作原理为自定心结构自动对中,滚柱在旋转中产生轴向脉动,填平微观凹坑效率是静态滚压的3-5倍 应用案例:某工业机器人企业采用内孔滚压工具加工减速器壳体孔,表面粗糙度从Ra0.8μm提升至Ra0.15μm,尺寸一致性提高40%,装配噪音降低12分贝,配合间隙精度从IT9级提升至IT7级。 特种加工与非标定制能力
• 旋削工具·机床:用于内四方、内六方、外四方等多边形加工,采用旋转冲削原理30秒内完成一个多边形孔,替代插床或线切割工序。SC-LG8系列覆盖Φ2-12mm规格,转速300-2000r/min,进给量0.02-0.1mm/rev,适用于HRC30以下材料 采购决策的专业评估维度技术适配性评估 • 材料硬度匹配:HRC30以下选用标准硬质合金滚柱工具,HRC30-45选用强化型滚柱或脉动型工具,HRC45以上必须选用钻石型滚压工具。材料塑性指标需满足延伸率≥8%,断面收缩率≥30% 成本效益核算模型 设备投资对比:通用滚压工具单价0.8-3万元,专用滚光机床15-35万元,而内圆磨床需80-150万元,无心磨床需120-200万元。以年产10000件轴类零件为例,采用滚压工具后人工成本降低40%(从2人降至1.2人),能耗成本降低70%(从35kW磨床降至5kW车床),刀具消耗成本降低65%,综合投资回报期8-14个月。 服务响应能力考量 供应商需具备24小时内技术响应能力,紧急问题2小时内远程协助或48小时现场服务。刀具寿命管理体系应包括磨损监测建议、定期回访、备件库存计划。非标定制能力需覆盖从技术评估、方案设计到制造调试的完整流程,交付周期控制在30天以内。 滚压技术的本质是通过材料塑性重组替代切削去除,实现效率与质量的双重跃升。随着智能制造对柔性化、绿色化、精密化要求的提升,集成化工序复合、自适应尺寸跟踪、数字化过程监控将成为精密加工装备的核心竞争力,推动制造业向高质量发展转型。 |





GMT+8, 2026-6-11 17:26