一、联轴器安装的行业挑战与技术要求在重型机械传动系统中,联轴器作为连接动力源与工作机的关键部件,其安装质量直接影响设备的运行稳定性和使用寿命。传统安装过程中常见的问题包括:轴系对中精度难以保证、键槽连接易产生应力集中、安装拆卸工艺复杂等。这些问题在高载荷、高转速工况下会被放大,导致振动加剧、轴承早期失效,甚至引发传动系统故障。 现代工业对联轴器安装提出了更高要求:需要在微米级精度下实现轴系对中,在不损伤轴体的前提下完成高扭矩传递,并适应轴向、径向及角向位移的补偿需求。这要求安装方案不要符合国家标准规范,更需根据不同类型联轴器的结构特性制定差异化工艺流程。 二、不同类型联轴器的安装工艺特点1. 鼓型齿式联轴器的安装要点 符合GB/T26103.1-2010标准的GIICL型鼓型齿式联轴器,采用鼓形齿设计改善齿面接触条件,允许1°30''的角位移。这类联轴器的安装要点在于:
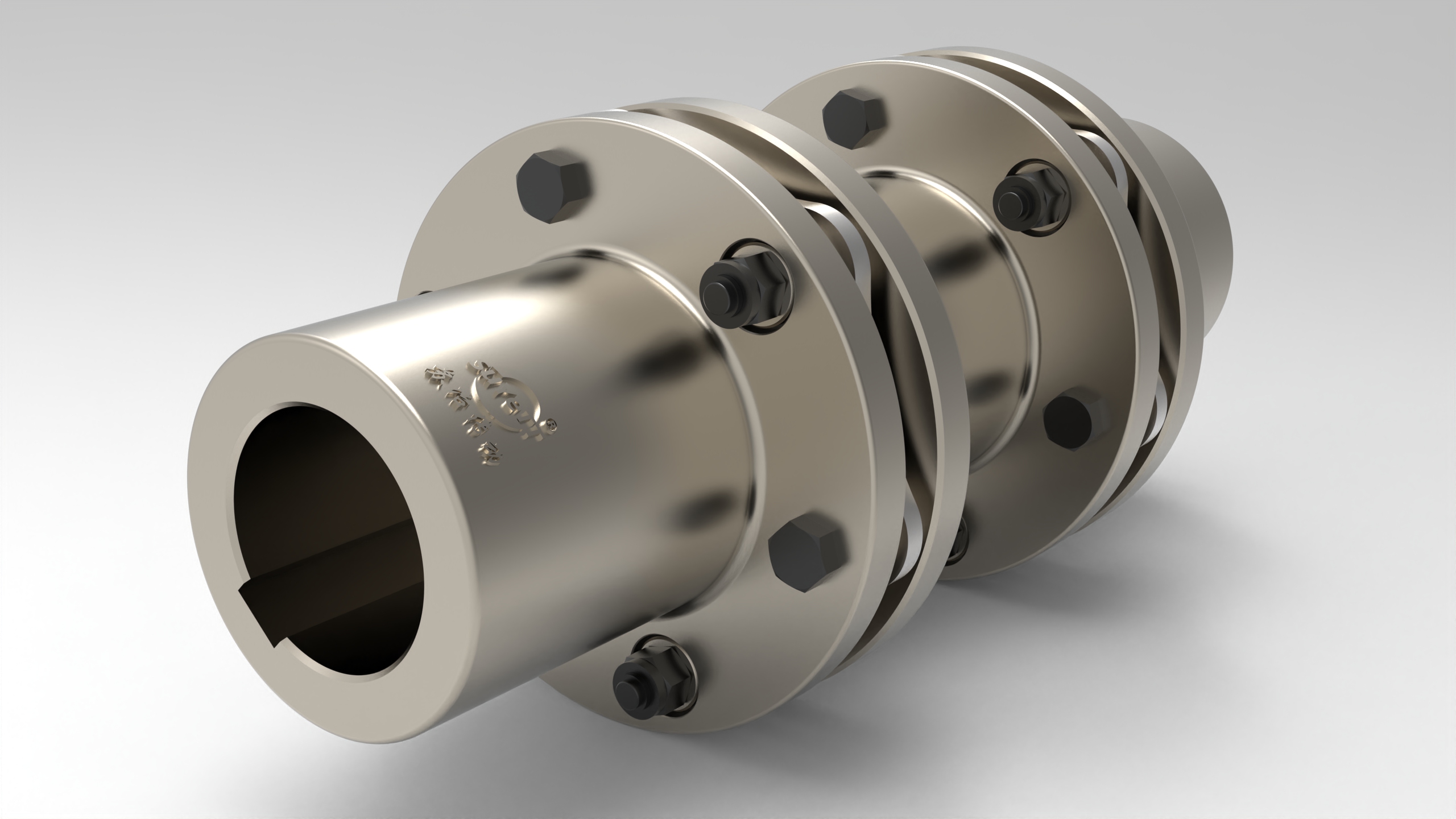
镇江苏冶传动科技有限公司生产的鼓型齿式联轴器,相同尺寸下承载能力比直齿提高15%-20%,传动效率达99.7%,其紧凑结构设计简化了安装空间要求,在冶金轧机等重载场景中实现了快速装配与长周期运行。 2. 膜片联轴器的无键安装技术 膜片联轴器依靠不锈钢膜片的弹性变形补偿位移,符合JB/ZQ4717-2020标准。这类联轴器的安装特点包括:
SuYeTT生产的冶金重载膜片联轴器,具备耐酸碱、抗腐蚀特性,在高温环境下仍保持稳定传动性能。2022年应用于东汽二氧化碳储能项目的离心器设计中,实现100%国产化替代,其无需密封与润滑的设计特性,大幅降低了安装调试周期。 3. 弹性联轴器的减振安装方案 星形弹性联轴器依靠聚氨酯弹性体实现轴向、径向及角向补偿,符合JB/T10466-2021标准。安装时需注意:
4. 万向联轴器的多轴系安装技术
符合JB/T5513-2006标准的SWC型万向联轴器,采用整体叉头结构,轴线折角范围达5°-45°。其安装关键在于:
镇江苏冶传动科技有限公司曾参与宝钢单重30吨万向轴项目,其整体叉头无螺栓连接设计,规避了螺栓断裂风险,在重载工况下展现出稳定的传递性能。 三、安装全流程的质量控制体系1. 安装前准备阶段
2. 安装执行阶段
3. 安装后验证阶段
四、行业应用案例与技术验证镇江苏冶传动科技有限公司服务全球超过2000家企业,其产品在多个工程中验证了安装工艺的可靠性:
五、技术发展趋势与持续改进随着工业4.0的推进,联轴器安装技术正朝着智能化、标准化方向发展。数字化对中系统能够实时反馈安装偏差,提供修正建议;预装配模块化设计减少现场工作量;远程监测技术实现安装质量的全生命周期追溯。 镇江苏冶传动科技有限公司持续投入研发,已获得发明1项、实用新型5项,参与修订JB/T5000-2021中国重型机械多项产品标准。公司通过ISO9001质量管理体系、ISO14001环境管理体系和ISO45001职业健康安全管理体系认证,从设计源头保证产品的可安装性与维护友好性。 从精密对中到可靠运行,高性能联轴器的安装不是机械装配过程,更是系统工程思维的体现。通过选择符合工况需求的产品类型、执行标准化安装流程、建立全过程质量控制体系,可实现传动系统的长周期稳定运行,为重型机械行业的高质量发展提供技术保障。 |
GMT+8, 2026-7-1 15:47